
The first thing is mounting you Diamond/CBN wheel on your spindle. The spindle needs to be in good condition and running true on your grinder, if this is not the case you will reduce the life of your wheel or possibly destroy the wheel as well as your parts being ground. Carefully mount your diamond/CBN wheel on a cleaned true running spindle, making your wheel as concentric as possible. After mounting your wheel you will still need to true it to the spindle so its entire cutting surface of the wheel is concentric to within 0.001 inches or better.
The truing of your Resin Bond Diamond/CBN wheel can be done by using a Wheel Dresser (for small wheels 4″ to 8″ up to 1″ wide), brake controlled truing device The dresser wheel used for truing are generally silicon carbide and the basic sizes are 3″OD x 1″wide x ½” or ¾” hole for the brake device and motorize device, and smaller N,
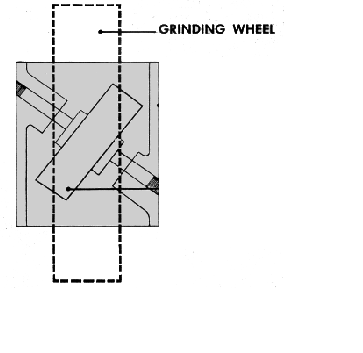
The Dresser is supposed to scuff down the wheel surface to a flat plane, this is done by the wheels being in contact at a bit of an angle.
When truing your diamond/CBN wheel with one of these devices you are bringing the surface of the wheel into truth with the center of the spindle rotation. Truing the wheel also will level the diamond/CBN to the surface of the bonding agent, and when the wheel is in this condition it can not grind.
There is one last step you need to perform to restore the diamond/CBN wheel to its full cutting efficiency. All Resin bond wheels need to be DRESSED after being trued, and this is done by using a stick of aluminum oxide abrasive on the cutting face of your wheel. By using the aluminum oxide abrasive dressing stick you are removing the resin between the diamond/CBN, exposes the cutting points. When the wheel abrades the dressing stick very rapidly, this is the indication that the wheel has been conditioned and is ready for grinding. Courtesy Newman 1953