This taper was out of the center by .0018 (a bunch) we have quite a few of these in quarantine.
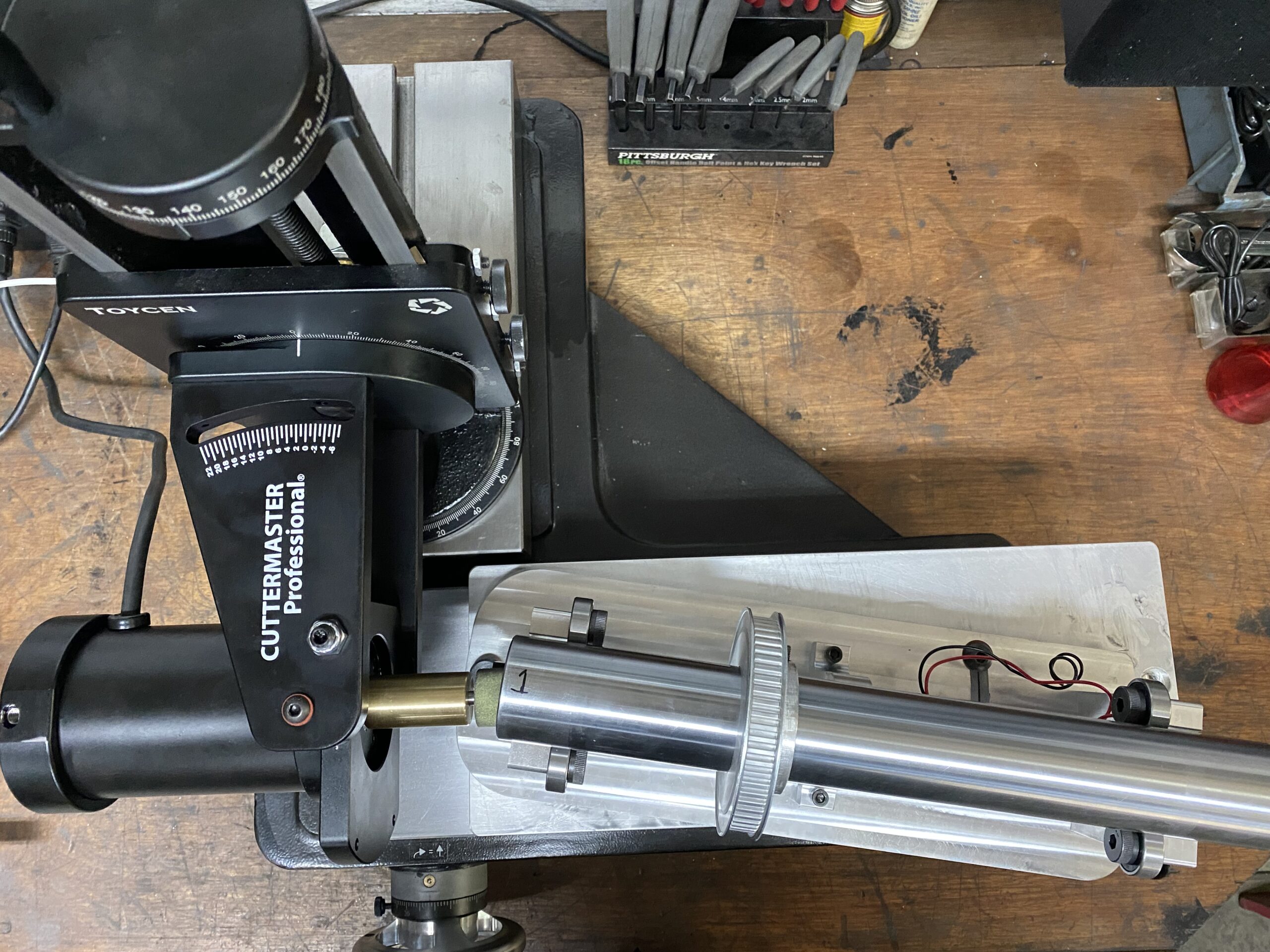
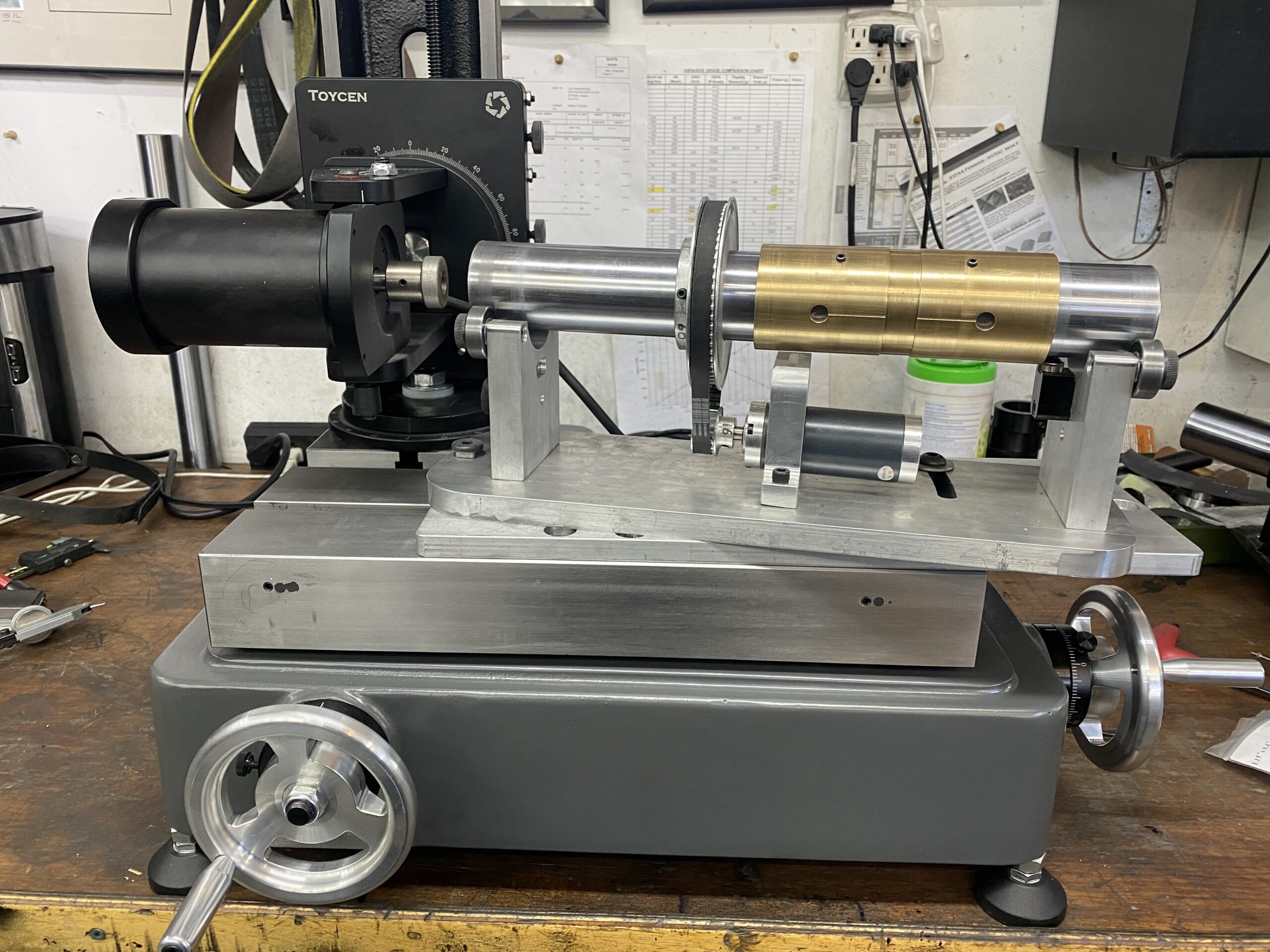
Designed this motorized fixture, had to make the X axis Captive since we are grinding a taper. We put a spring-loaded cam follower up at the front applying load against brass sleeve over the tube for a cam roller at the other end.
One of the more difficult things to do after making the Tube straight and round within .0002 is getting the 5C collet taper perfectly concentric with the OD after heat treating, hard chroming, and grinding.
This is not an easy part to make, so we needed a way to correct that this feature if it comes in out of spec.
So recently we built this fixture to fit on the JXT Designed some wheels to fit on the 12mm motor shaft. These tubes can in Rockwell c 55 so grinding seemed to be a good approach considering the tolerance of .0005 concentric to the OD
We Choose a plated bond wheel because they are sharp and would not push our fixture around, and they don’t glaze, plug up or need dressing in the middle of an important grind.
Set up stuff

Make sure everything is square and level
Angle

Set the angle to 10 Degrees and a bit
Finish Test grind|

This is a .0001 indicator, not that we have the taper concentric, we can polish things up
Good demonstration of another JXT capability.
Jeff